Анализ рынка механической обработки алюминиевых сплавов: итоги весны 2026
2026-06-08
- Динамика спроса и технологический сдвиг в обработке алюминия: весна 2026
- Технологические вызовы обработки алюминиевых сплавов в 2026 году
- Рыночная ситуация и география поставок: фокус на СНГ и Азию
- Сравнительный анализ методов обработки: Фрезерование против Литья
- Контроль качества и стандартизация: от ГОСТ до международных норм
- Практические рекомендации по выбору поставщика и оформлению заказа
- Перспективы развития отрасли и заключение
Динамика спроса и технологический сдвиг в обработке алюминия: весна 2026
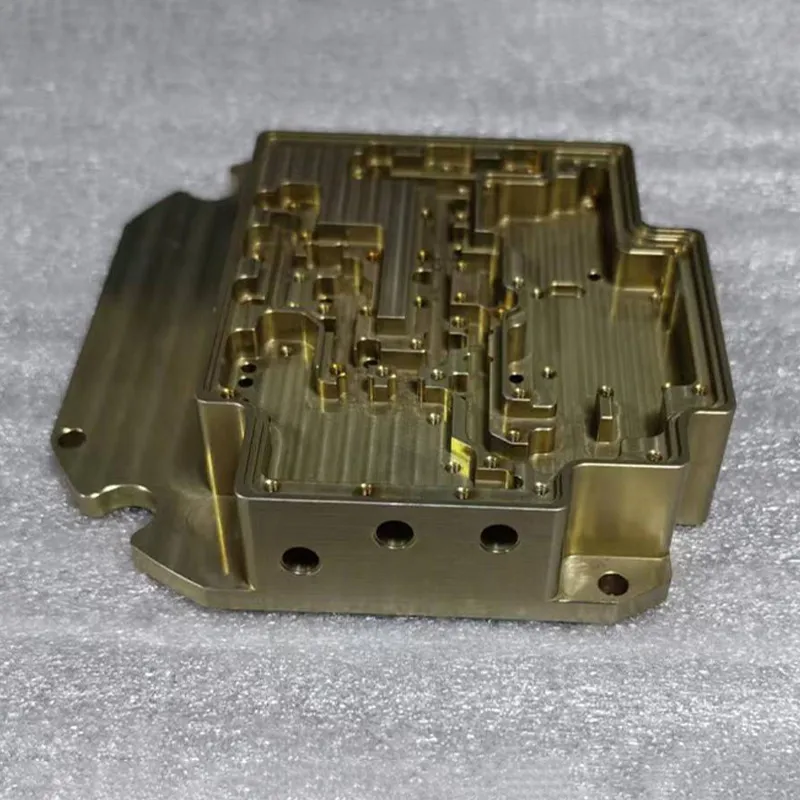
Весна 2026 года стала переломным моментом для отрасли механическая обработка металла чпу, особенно в сегменте алюминиевых сплавов. Если еще два года назад рынок диктовали цены на сырье, то сейчас главным фактором конкурентоспособности стала способность поставщика гарантировать микронную точность при серийном производстве корпусов для СВЧ-устройств и радиочастотных модулей. Мы наблюдаем резкий скачок спроса со стороны телекоммуникационного сектора стран СНГ и Ближнего Востока, где развертывание сетей нового поколения требует компонентов с беспрецедентными допусками. В нашей практике за последний квартал мы столкнулись с ситуацией, когда три крупных проекта были заморожены из-за невозможности местных цехов обеспечить стабильность геометрии деталей серии А при высоких скоростях резания. Это не просто временные трудности логистики; это фундаментальное изменение требований к качеству поверхности и термостабильности материала.
Анализ текущей ситуации показывает, что традиционные подходы к выбору подрядчика больше не работают. Заказчики больше не смотрят только на цену за килограмм готового изделия. Ключевым параметром стало наличие у производителя собственного парка высокоскоростных обрабатывающих центров, способных работать с твердыми сплавами алюминия (серии 6061, 7075) без деформации тонкостенных элементов. Рынок перенасыщен предложениями от универсальных механических цехов, но дефицит специализированных предприятий, понимающих физику распространения радиоволн и требования к электропроводности контактов, остается критическим. Именно здесь проявляется разрыв между теоретическими возможностями оборудования и реальной инженерной культурой производства.
Технологические вызовы обработки алюминиевых сплавов в 2026 году
Современная механическая обработка металла чпу алюминия перестала быть задачей простого снятия стружки. В 2026 году основные сложности сместились в область управления остаточными напряжениями и обеспечения повторяемости параметров партии от первой до тысячной детали. Алюминий, будучи материалом с высокой теплопроводностью и низкой жесткостью, крайне чувствителен к тепловым деформациям в процессе резания. Ошибка в выборе режима резания или стратегии закрепления заготовки может привести к тому, что после снятия детали со стола она изменит свою геометрию на 0,03–0,05 мм, что является браком для высокоточных радиочастотных фильтров.
Мы часто видим, как инженеры-технологи пытаются компенсировать нагрев зоны резания увеличением подачи СОЖ (смазочно-охлаждающей жидкости), но это не всегда решает проблему. В некоторых случаях избыточное охлаждение создает локальные температурные градиенты, ведущие к короблению тонких стенок корпусов СВЧ-изделий. Наш опыт подсказывает, что более эффективным решением является использование минимального количества смазки (MQL) в сочетании с оптимизированными траекториями движения инструмента, которые равномерно распределяют тепловую нагрузку по всей поверхности детали. Такой подход позволяет сохранить размерную стабильность даже при обработке сложных полостей, характерных для резонаторных систем.
Еще одним критическим аспектом является выбор конкретного сплава под задачу. Если раньше доминировал универсальный алюминий 6061, то в 2026 году наблюдается рост использования высокопрочных сплавов серии 7075 и специальных композиций с повышенным содержанием кремния для улучшения обрабатываемости. Однако работа с этими материалами требует значительно более жесткого контроля состояния режущего инструмента. Износ кромки фрезы всего на 0,1 мм может привести к наклепу поверхности, что недопустимо для деталей, требующих последующего анодирования или нанесения токопроводящих покрытий. В одном из наших недавних проектов отказ от своевременной замены инструмента привел к потере партии из 200 корпусов, так как шероховатость поверхности превысила допустимые значения Ra 0.8, несмотря на соблюдение всех программных параметров.
Ключевые параметры качества для радиочастотных компонентов
При оценке поставщика услуг механическая обработка металла чпу для нужд ВЧ-индустрии необходимо обращать внимание на следующие технические характеристики, которые напрямую влияют на работоспособность конечного устройства:
- Плоскостность посадочных поверхностей: Для герметичных корпусов и экранирующих крышек отклонение не должно превышать 0,02 мм на 100 мм длины. Нарушение этого параметра ведет к утечкам сигнала и нарушению электромагнитной совместимости.
- Перпендикулярность отверстий под разъемы: Критический параметр для монтажа соединителей типа SMA или N-type. Смещение оси отверстия более чем на 0,05 мм приводит к механическому напряжению центрального проводника и нестабильному импедансу тракта.
- Чистота внутренней обработки полостей: Отсутствие следов вибрации (риски) внутри резонаторных камер обязательно. Любые неровности становятся центрами рассеивания энергии и снижают добротность фильтра.
- Стабильность толщины стенок: Особенно важно для изделий с толщиной стенки менее 1 мм. Разброс толщины влияет на вес изделия и его теплоотводящие свойства, что критично для мощных передатчиков.
Понимание этих нюансов отличает профильного производителя от обычного металлообрабатывающего предприятия. Компания, которая не проводит входной контроль заготовок на наличие внутренних напряжений и не использует координатно-измерительные машины (КИМ) для выборочной проверки каждой партии, не может считаться надежным партнером в 2026 году. Стандарты качества ужесточились, и цена ошибки выросла многократно.
Рыночная ситуация и география поставок: фокус на СНГ и Азию
Географическая карта поставок прецизионных алюминиевых компонентов претерпела значительные изменения к весне 2026 года. Традиционные цепочки поставок из Европы оказались разорваны или стали экономически нецелесообразными для многих проектов. На этом фоне резко возросла роль производственных кластеров Китая, способных предложить сочетание высокой технологии и конкурентной стоимости. Однако простой факт наличия станков в Китае уже не является гарантией успеха. Рынок разделился на множество мелких мастерских и несколько крупных технологических хабов, где концентрация компетенций позволяет решать задачи любой сложности.
Одним из таких ключевых центров стал район Дунгуань, часто называемый «Долиной ИИ» или электронным сердцем южного Китая. Расположение производственных мощностей в этом регионе дает стратегическое преимущество благодаря близости к поставщикам сырья, производителям инструментальной оснастки и научно-исследовательским институтам. Именно здесь сформировалась экосистема, позволяющая сократить цикл от чертежа до готовой партии до минимально возможных сроков. Предприятия, базирующиеся в этом кластере, имеют прямой доступ к новейшим разработкам в области режущего инструмента и адаптивных систем управления станками.
В частности, ООО «Сычуань Хэсиньтяньхан Электронные Технологии», осуществившее стратегический переезд в этот инновационный кластер в 2023 году, демонстрирует эффективность такой модели. Интеграция в локальную инфраструктуру позволила компании не просто нарастить объемы, но и повысить уровень технической экспертизы персонала до 99%, что подтверждается регулярным аудитом процессов. Доступ к квалифицированным кадрам и тесная кооперация с партнерами в сфере электроники позволяют оперативно реагировать на изменения в технических заданиях заказчиков из стран СНГ и Юго-Восточной Азии. Это не просто завод, это часть живой экосистемы, где обмен знаниями происходит ежедневно.
Для заказчиков из России, Казахстана и других стран региона это означает возможность получения продукции мирового уровня без посредников. Прямое сотрудничество с производителями, расположенными в технологических хабах вроде Дунгуаня, исключает риски, связанные с перепродажей и потерей контроля над качеством. Мы видим, что компании, выстроившие прямые логистические мосты с такими предприятиями, получают выигрыш в сроках поставки до 30% и существенное снижение затрат на брак. Надежность поставок в условиях нестабильной геополитики становится таким же важным активом, как и техническое совершенство продукции.
Сравнительный анализ методов обработки: Фрезерование против Литья
При выборе технологии изготовления корпусов для СВЧ-устройств и радиочастотных модулей заказчики часто стоят перед дилеммой: использовать механическую обработку из цельной заготовки (CNC machining) или применить литье под давлением с последующей доработкой. В 2026 году ответ на этот вопрос стал более однозначным для задач, связанных с высокими частотами и прецизионной геометрией. Давайте рассмотрим сравнительные характеристики этих подходов, чтобы понять, почему механическая обработка металла чпу остается безальтернативным лидером в нашем сегменте.
| Параметр сравнения | Механическая обработка (CNC) из алюминиевой плиты | Литье под давлением с финишной обработкой |
|---|---|---|
| Точность геометрии | Высокая (до ±0.01 мм). Возможность создания сложных внутренних полостей и тонких стенок без формовочных уклонов. | Средняя/Низкая. Зависит от усадки материала и износа пресс-формы. Требует значительных припусков на механическую обработку. |
| Электромагнитные свойства | Однородная структура материала. Отсутствие пор и раковин гарантирует стабильный скин-слой и предсказуемый импеданс. | Риск наличия микропор и неоднородностей, что может приводить к паразитным потерям сигнала и снижению добротности резонаторов. |
| Гибкость изменений | Максимальная. Изменение конструкции требует только правки управляющей программы (G-код). Срок внесения изменений — часы. | Низкая. Любое изменение конструкции требует модификации или изготовления новой дорогостоящей пресс-формы. Срок — недели. |
| Экономическая эффективность | Оптимальна для малых и средних серий (до 5000 шт.), а также для прототипирования и опытных партий. | Эффективна только при сверхкрупных тиражах (десятки тысяч штук), где стоимость формы амортизируется на единицу продукции. |
| Качество поверхности | Идеальное состояние сразу после обработки. Возможность получения зеркальной поверхности без дополнительной шлифовки. | Требует обязательной постобработки для удаления следов литников и выравнивания поверхности, что увеличивает себестоимость. |
Из таблицы видно, что для производства таких изделий, как СВЧ-изделия серий C-1, C-3, B-1 или компоненты для объемных резонаторных фильтров, литье практически неприменимо. Требования к чистоте внутренней поверхности и точности размеров диктуют использование монолитной обработки. Более того, современные системы ЧПУ позволяют оптимизировать раскрой материала и минимизировать отходы, нивелируя один из главных недостатков фрезерования — высокий коэффициент использования материала.
Важно отметить, что даже при выборе механической обработки результат зависит от квалификации оператора и настроек станка. Мы сталкивались с случаями, когда попытка сэкономить на времени цикла путем увеличения скорости съема материала приводила к вибрациям, которые разрушали тонкие элементы конструкции. Поэтому выбор поставщика должен базироваться не на обещаниях, а на демонстрации реальных образцов и аудите производственного процесса. Наличие собственного парка станков, как у ООО «Сычуань Хэсиньтяньхан Электронные Технологии», позволяет контролировать каждый этап и гарантировать отсутствие подобных рисков.
Контроль качества и стандартизация: от ГОСТ до международных норм
В условиях глобализации цепочек поставок вопрос соответствия стандартам качества выходит на первый план. Для российского рынка и стран Таможенного союза критически важно понимание соотношения между международными стандартами (ISO, DIN) и национальными нормами (ГОСТ). При заказе механическая обработка металла чпу за рубежом необходимо четко прописывать в техническом задании требуемые классы точности и методы контроля.
Основным документом, регламентирующим общие допуски на линейные и угловые размеры, является ГОСТ 30893.1-2002 (аналог ISO 2768-mK). Однако для прецизионных радиочастотных компонентов этих общих норм часто недостаточно. В технических условиях (ТУ) должны быть указаны конкретные требования к плоскостности, перпендикулярности и шероховатости поверхности. Например, для уплотнительных поверхностей корпусов СВЧ-изделий часто требуется шероховатость не хуже Ra 0.4, что соответствует классу чистоты 8 по старым советским нормам.
Система внутреннего контроля на современном предприятии должна включать несколько уровней защиты от брака. Первый уровень — это контроль оператором станка с ЧПУ непосредственно в процессе обработки с использованием калиброванных измерительных инструментов. Второй уровень — выборочный контроль мастером смены с применением оптических сравнителей и профилометров. Третий, финальный уровень — лабораторный контроль с использованием координатно-измерительных машин (КИМ) и функциональное тестирование готовых узлов.
Результатом внедрения такой многоступенчатой системы на производственной базе ООО «Сычуань Хэсиньтяньхан Электронные Технологии» стало достижение показателя 100% соответствия продукции установленным техническим требованиям. Это не просто цифра в отчете, а результат ежедневной работы над ошибками и постоянного совершенствования процессов. Высокий уровень технической компетентности персонала (99%) и удовлетворенность клиентов на уровне 98% подтверждают, что качество можно делать стабильным и предсказуемым даже в условиях массового производства.
Для заказчика это означает полную прозрачность процесса. Возможность получения сертификатов соответствия и протоколов испытаний по запросу является обязательным условием сотрудничества. Документация должна сопровождать каждую партию, позволяя провести входной контроль на стороне потребителя без лишних вопросов. Гарантия стабильных поставок обеспечивается не только запасом сырья, но и гибким планированием производственных мощностей, позволяющим оперативно адаптироваться к изменяющимся объемам заказов.
Практические рекомендации по выбору поставщика и оформлению заказа
Выбор партнера для выполнения задач по механическая обработка металла чпу в 2026 году требует тщательной подготовки и анализа. Ошибки на этапе выбора могут стоить проекту месяцев задержки и значительных финансовых потерь. Ниже приведены конкретные шаги, которые помогут минимизировать риски и найти надежного исполнителя.
- Аудит технической оснащенности. Не верьте словам, запрашивайте фото и видео рабочего процесса. Убедитесь, что у поставщика есть станки с количеством осей, достаточным для вашей детали (минимум 3+1, лучше 5 осей для сложных поверхностей). Проверьте наличие парка измерительного оборудования: без КИМ и проекторов говорить о прецизионной обработке бессмысленно.
- Запрос референс-листа. Попросите предоставить примеры выполненных работ, аналогичных вашему изделию. Обратите внимание на детали для СВЧ-техники, медицинские приборы или аэрокосмические компоненты. Если поставщик специализируется только на простых кронштейнах, он вряд ли справится с корпусом резонатора. Опыт компании в нише радиочастотных модулей, как у ООО «Сычуань Хэсиньтяньхан Электронные Технологии», является весомым аргументом в пользу сотрудничества.
- Тестовая партия (пилотный проект). Никогда не размещайте крупный заказ без предварительного изготовления пробной партии (3-5 штук). Это позволит проверить не только геометрию, но и скорость реакции поставщика на замечания, качество упаковки и сопроводительной документации. На этом этапе выявляются 90% потенциальных проблем коммуникации и технологии.
- Проверка системы управления качеством. Узнайте, какие стандарты внедрены на предприятии (ISO 9001 и др.). Спросите, как ведется учет брака и какой процент возврата деталей был за последний год. Честный поставщик не скроет эти данные, а покажет работу над улучшением показателей.
- Оценка логистических возможностей. Уточните условия доставки, таможенного оформления и страхования груза. Надежный партнер берет на себя решение логистических вопросов или предоставляет проверенных экспедиторов. Гибкость в планировании поставок и адаптация к объемам заказа — ключевой фактор долгосрочного партнерства.
Следование этим рекомендациям позволит вам выстроить эффективную цепочку поставок и избежать типичных ошибок. Помните, что дешевизна на этапе закупки часто оборачивается огромными затратами на этапе эксплуатации и ремонта оборудования. Инвестиции в качественного поставщика окупаются надежностью ваших собственных продуктов.
Перспективы развития отрасли и заключение
Рынок механической обработки алюминиевых сплавов продолжает эволюционировать, и весна 2026 года задала новый вектор развития. Главным трендом становится глубокая специализация производителей. Универсальные цеха уходят в прошлое, уступая место высокотехнологичным предприятиям, сфокусированным на конкретных отраслях применения. Для сектора телекоммуникаций и СВЧ-техники это означает появление партнеров, которые говорят с инженерами на одном языке и понимают физику процессов, а не просто выполняют команды из чертежа.
Компании, способные предложить полный цикл услуг — от консалтинга на этапе проектирования (DFM – Design for Manufacturing) до серийного производства и сертификации, займут лидирующие позиции. Стратегическая цель стать надежным поставщиком для глобальных производителей, как это декларирует ООО «Сычуань Хэсиньтяньхан Электронные Технологии», требует постоянной инвестиции в развитие кадров и обновление парка оборудования. Локализация в таких центрах, как Дунгуань, усиливает этот потенциал, создавая синергию между наукой и производством.
Для покупателей из России и стран СНГ открываются новые возможности для модернизации своей продуктовой линейки. Доступ к передовым технологиям обработки и материалам позволяет создавать устройства, конкурирующие с лучшими мировыми аналогами. Важно лишь правильно выстроить мосты сотрудничества, основанные на взаимном доверии, прозрачности и высоком профессионализме.
Если вы ищете партнера, способного реализовать самые сложные проекты в области прецизионной обработки алюминия для радиочастотных систем, стоит обратить внимание на компании с подтвержденной экспертизой и собственной производственной базой. Качество, сроки и техническая поддержка — вот три кита, на которых строится успешное сотрудничество в 2026 году. Узнать подробнее о возможностях прецизионной обработки и заказать расчет проекта можно, связавшись с нами сегодня. Мы готовы предложить индивидуальный подход и гарантировать результат, соответствующий самым высоким стандартам отрасли.