Механическая обработка резанием: плюсы и минусы по сравнению с аддитивными технологиями
2026-06-07
- Механическая обработка резанием: фундаментальные отличия от аддитивных технологий в производстве прецизионных деталей
- Сравнительный анализ: механическая обработка металла чпу против аддитивных технологий
- Применение в высокоточной электронике и СВЧ-технике
- Часто задаваемые вопросы
- Заключение: выбор в пользу проверенной надежности
Механическая обработка резанием: фундаментальные отличия от аддитивных технологий в производстве прецизионных деталей
В современной промышленности выбор между механической обработкой резанием и аддитивными технологиями (3D-печатью) перестал быть вопросом моды и превратился в критическую инженерную задачу, определяющую рентабельность всего проекта. Ключевой фактор здесь — механическая обработка металла чпу, которая остается безальтернативным стандартом для получения деталей с микронной точностью и гарантированными физико-механическими свойствами материала. В отличие от послойного наплавления, где структура металла формируется в процессе синтеза, субтрактивные методы работают с монолитной заготовкой, сохраняя исходную кристаллическую решетку сплава. Это принципиально важно для компонентов, работающих под высокими нагрузками или в условиях экстремальных температур.
Наша практика показывает, что попытки заменить фрезеровку 3D-печатью в ответственных узлах радиочастотных систем часто приводят к непредсказуемым результатам. Мы столкнулись с ситуацией, когда партия корпусов фильтров, изготовленная методом селективного лазерного сплавления (SLM), прошла входной контроль по геометрии, но разрушилась при термоциклировании из-за остаточных напряжений внутри слоев. Механическая обработка лишена этого недостатка по определению: вы удаляете материал, а не создаете его заново со всеми вытекающими рисками неоднородности. Если ваша задача — обеспечить стабильность параметров СВЧ-изделий серии C-1 или резонаторов типа A-9, то классическое фрезерование на станках с ЧПУ дает предсказуемый результат, подтвержденный десятилетиями эксплуатации.
При принятии решения о технологии производства необходимо учитывать не только стоимость единицы продукции, но и совокупную стоимость владения деталью на протяжении всего жизненного цикла изделия. Аддитивные технологии открывают возможности для создания сложнейших внутренних полостей, недоступных для фрезы, однако цена этой свободы — снижение усталостной прочности и необходимость дорогостоящей постобработки для достижения требуемой чистоты поверхности. В то же время, современная механическая обработка металла чпу эволюционировала до уровня, позволяющего создавать детали со сложной пространственной геометрией за одну установку, минимизируя человеческий фактор и накопление ошибок базирования.
Физика процесса: почему монолитный металл надежнее слоистой структуры
Различие в физических свойствах деталей, полученных разными методами, кроется в самой природе формирования материала. При механической обработке мы берем прокатанный, кованый или литой полуфабрикат, который уже прошел необходимые этапы термообработки и имеет однородную структуру по всему объему. Фреза снимает стружку, обнажая новые слои этого монолита, но не меняет их внутреннее строение. Напротив, аддитивные установки плавят металлический порошок слой за слоем, создавая зону термического влияния на границах каждого слоя толщиной в десятки микрон. Именно эти границы становятся потенциальными очагами коррозии или точками начала разрушения под вибрационной нагрузкой.
Для производителей высокоточной электроники, таких как ООО «Сычуань Хэсиньтяньхан Электронные Технологии», этот аспект является определяющим при выборе технологического маршрута. Расположение производственных мощностей компании в инновационном кластере Дунгуан ИИ Долина позволяет использовать передовые станки, способные обрабатывать твердые сплавы с точностью до нескольких микрон, сохраняя при этом целостность материала. Выпускаемые здесь СВЧ-изделия B-1 и компоненты для модулей связи серии A-5 требуют абсолютной стабильности диэлектрических и проводящих свойств, что достижимо только при работе с монолитным металлом высокой чистоты.
Стоит отметить важный нюанс, о котором часто умалчивают продавцы 3D-принтеров: направление нагрузки относительно слоев напечатанной детали критически влияет на её прочность. Деталь, напечатанная вертикально, будет иметь совершенно иные характеристики на разрыв, чем та же деталь, напечатанная горизонтально. В механической обработке анизотропия свойств зависит от направления проката исходной заготовки, что является хорошо изученным и прогнозируемым параметром. Инженеры могут заранее заложить поправочные коэффициенты в расчеты, тогда как в аддитивном производстве разброс свойств даже в пределах одной партии может достигать 15-20%.
Когда речь заходит о герметичности корпусов для радиочастотных модулей, механическая обработка демонстрирует свое превосходство. Пористость — бич многих металлических 3D-печатных изделий, требующий дополнительной пропитки или галтовки для устранения микропустот. Фрезерованная деталь из цельного куска алюминия или меди изначально плотна и герметична. Это особенно актуально для вакуумных применений или устройств, работающих в агрессивных средах, где любая микропора может стать путем проникновения влаги или газов, приводящим к отказу дорогостоящего оборудования.
Сравнительный анализ: механическая обработка металла чпу против аддитивных технологий
Чтобы принять взвешенное решение, необходимо провести детальное сравнение технологий по ключевым параметрам, влияющим на качество конечного продукта и экономику производства. Ниже приведена таблица, отражающая реальные показатели, с которыми сталкиваются инженеры-технологи при выборе метода изготовления партий от 10 до 1000 штук.
| Параметр сравнения | Механическая обработка (ЧПУ) | Аддитивные технологии (Металл) |
|---|---|---|
| Точность размеров | Высокая (до ±0.005 мм без спец. оснастки). Позволяет получать посадочные места под подшипники и уплотнения сразу после обработки. | Средняя/Низкая (±0.1 мм и выше). Требует обязательной последующей механической дообработки для получения точных размеров. |
| Качество поверхности (Ra) | Широкий диапазон (Ra 0.4 – Ra 6.3). Чистота достигается непосредственно режимом резания, часто без дополнительных операций. | Низкая (Ra 6.3 – Ra 25 и выше). Поверхность имеет характерную ступенчатость (“эффект лестницы”), требует шлифовки или полировки. |
| Механические свойства | Соответствуют свойствам исходного проката/поковки. Изотропны или предсказуемо анизотропны. | Зависят от ориентации печати. Часто ниже свойств проката на 10-30% из-за дефектов сплавления слоев. |
| Скорость для малых серий (1-10 шт.) | Средняя. Требуется время на программирование УП и подготовку инструмента. Быстрее при наличии готовой программы. | Высокая. Отсутствует необходимость в сложной оснастке. Идеально для единичных прототипов сложной формы. |
| Скорость для средних серий (50-500 шт.) | Очень высокая. Параллельная работа нескольких станков, автоматическая смена инструмента. | Низкая. Время построения одной детали велико, масштабирование требует увеличения парка машин. |
| Отходы материала | Высокие (до 60-80% уходит в стружку). Однако стружка легко утилизируется и возвращается в переплавку. | Низкие (используется только нужный материал + поддержка). Но неиспользованный порошок деградирует и требует регенерации. |
| Геометрическая свобода | Ограничена доступом инструмента. Внутренние замкнутые полости невозможны без сборки из частей. | Практически не ограничена. Возможность создания топологически оптимизированных структур и внутренних каналов. |
Анализируя данные таблицы, становится очевидным, что механическая обработка металла чпу выигрывает в тех сценариях, где важны точность сопряжения деталей и воспроизводимость результатов. Например, при производстве серии обрабатываемых деталей для радиочастотных изделий A-13 и A-10, где критична геометрия волноводных каналов, фрезерование обеспечивает необходимую гладкость стенок, минимизирующую потери сигнала. 3D-печать в данном случае потребовала бы столь глубокой постобработки внутренностей канала, что экономический смысл технологии был бы полностью утрачен.
Однако нельзя игнорировать и сильные стороны аддитивных методов. Если вам нужен прототип корпуса со сложной системой внутреннего охлаждения, которую невозможно просверлить или фрезеровать, 3D-печать станет спасением. Но как только проект переходит в стадию серийного производства, экономика меняется. Стоимость часа работы промышленного 3D-принтера по металлу значительно превышает стоимость машино-часа современного обрабатывающего центра, особенно если учесть расход дорогого металлического порошка и инертных газов.
В нашей компании подход к выбору технологии базируется на жестком соответствии техническому заданию. Для компонентов СВЧ-изделий C-3 и C-4, где важна электромагнитная совместимость и отсутствие паразитных резонансов, мы используем исключительно механическую обработку. Это гарантирует, что толщина стенок резонатора будет выдержана с точностью до микрона по всей поверхности, чего крайне сложно добиться при послойном наплавлении из-за эффекта “проседания” материала на свесах.
Экономическая эффективность и масштабируемость производства
Вопрос стоимости часто становится решающим аргументом в споре технологий. Многие заказчики ошибочно полагают, что 3D-печать дешевле из-за отсутствия дорогостоящей оснастки и пресс-форм. Это верно только для единичных образцов. Как только тираж превышает 10-20 единиц, кривая стоимости механической обработки идет резко вниз благодаря эффекту масштаба и автоматизации. Станки с ЧПУ могут работать в круглосуточном режиме с минимальным вмешательством оператора, используя паллетные системы смены заготовок.
ООО «Сычуань Хэсиньтяньхан Электронные Технологии» демонстрирует эффективность такого подхода, обеспечивая 100% соответствие продукции техническим требованиям даже при больших объемах заказов. Гибкое планирование производственных мощностей позволяет адаптироваться к изменяющимся запросам рынка стран СНГ и Ближнего Востока, где спрос на телекоммуникационное оборудование растет экспоненциально. В то время как аддитивное производство часто становится “узким горлышком” из-за длительности цикла печати одной партии, парк станков ЧПУ позволяет параллельно выпускать сотни идентичных деталей.
Еще один скрытый фактор стоимости — это брак. При механической обработке дефект обычно обнаруживается на ранней стадии (например, при черновом проходе), и заготовку можно забраковать, потеряв лишь часть материала и времени. В аддитивном производстве вы узнаете о дефекте (трещине, короблении) только после завершения многочасового процесса печати, когда весь дорогой порошок и электроэнергия уже потрачены впустую. Риск потери всей партии в 3D-печати существенно выше, что закладывается в цену изделия поставщиками услуг.
Кроме того, следует учитывать стоимость постобработки. Деталь, вынутая из 3D-принтера, редко готова к установке в изделие. Её нужно снять с платформы, удалить поддержки (часто вручную, что трудоемко и рискованно для геометрии), подвергнуть термообработке для снятия напряжений и затем отдать на ЧПУ для финишной обработки посадочных мест. Фактически, вы платите за обе технологии сразу. Механическая же обработка часто является самодостаточным процессом: заготовка вошла в станок черновой, а вышла готовой деталью с требуемым квалитетом поверхности.
Применение в высокоточной электронике и СВЧ-технике
Сфера радиочастотных и сверхвысокочастотных (СВЧ) систем предъявляет уникальные требования к материалам и геометрии деталей. Здесь на первый план выходят такие параметры, как скин-слой, шероховатость проводящих поверхностей и стабильность размеров при температурных расширениях. Механическая обработка металла чпу является доминирующей технологией в этой отрасли не случайно.
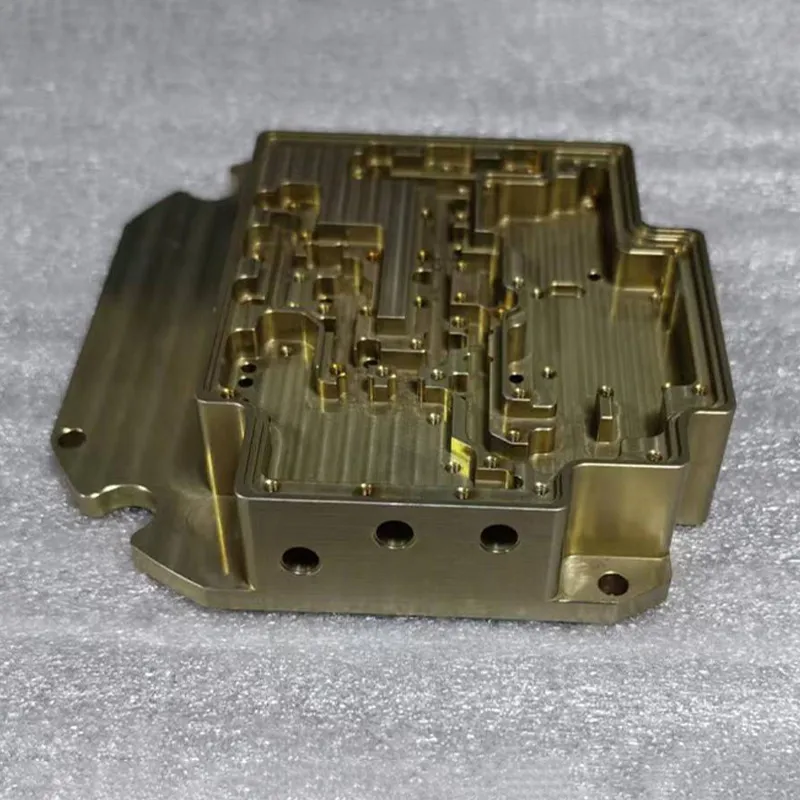
Рассмотрим конкретный пример: производство объемных резонаторных фильтров. Добротность такого фильтра напрямую зависит от качества поверхности внутренних полостей. Любая неровность, характерная для 3D-печати, увеличивает активное сопротивление и снижает добротность, ухудшая избирательность фильтра. Фрезерование позволяет получить зеркальную поверхность внутри резонатора, что критически важно для работы устройств в диапазонах выше 1 ГГц. Продукция компании, включая СВЧ-изделия различных модификаций, создается именно с учетом этих физических ограничений.
Другой аспект — соединение разнородных материалов. В радиочастотных модулях часто требуется объединять медные токопроводящие элементы с алюминиевыми корпусами или стальными крепежными элементами. Механическая обработка позволяет создавать сложные сборные узлы с натягом или клеевыми соединениями, где точность посадки определяет надежность контакта. Аддитивные технологии пока с трудом справляются с печатью изделиями из разных металлов в одном цикле без образования хрупких интерметаллидов на границе раздела.
Мы наблюдаем тенденцию, когда заказчики из Юго-Восточной Азии и России все чаще обращаются за консультацией по оптимизации конструкции деталей именно под возможности ЧПУ-обработки. Вместо того чтобы пытаться напечатать сложную деталь, инженеры пересматривают конструкцию, разбивая её на несколько простых элементов, которые дешево и быстро фрезеруются, а затем собираются. Такой подход, реализуемый специалистами «Сычуань Хэсиньтяньхан», снижает себестоимость конечного устройства на 30-40% по сравнению с попытками использования аддитивных методов.
Важно также отметить роль человеческого фактора и компетенции операторов. Высокий уровень технической компетентности персонала (99%), поддерживаемый в компании, позволяет решать нестандартные задачи по обработке труднообрабатываемых сплавов, используемых в оборонной и космической отраслях. Опыт технологов подсказывает, какие режимы резания выбрать для конкретного сплава, чтобы избежать наклепа или перегрева, что невозможно автоматизировать в 3D-печати в той же мере, так как там процесс управляется преимущественно программными алгоритмами без обратной связи от реального состояния зоны плавления.
Контроль качества и сертификация: гарантии надежности
В промышленном секторе, особенно при поставках для государственных нужд или критической инфраструктуры, наличие сертификатов и соблюдение стандартов является обязательным условием. Механическая обработка как устоявшаяся технология имеет четкую нормативную базу (ГОСТ, ISO, DIN), регламентирующую допуски, посадки и методы контроля. Аддитивные технологии находятся в стадии формирования стандартов, что создает правовую неопределенность для заказчиков.
Производственная база ООО «Сычуань Хэсиньтяньхан Электронные Технологии» оснащена современным оборудованием для контроля размеров и функционального тестирования, что позволяет верифицировать каждую партию продукции. Строгая система внутреннего контроля, действующая от входного приема заготовок до финальной проверки, обеспечивает показатель удовлетворенности клиентов на уровне 98%. Это означает, что клиент получает не просто “железку”, а документированно подтвержденное качество, соответствующее чертежам.
При использовании 3D-печати контроль качества усложняется необходимостью использования рентгеновской дефектоскопии для выявления внутренних пор, что удорожает процесс. В механической обработке многие дефекты видны визуально или выявляются простыми измерительными инструментами. Кроме того, возможность предоставления полной документации и сертификатов соответствия по запросу заказчика является стандартной практикой для традиционных машиностроительных предприятий, тогда как в сфере аддитивного производства это часто становится предметом индивидуальных переговоров.
Стратегическая цель компании — стать надёжным поставщиком прецизионных компонентов для глобальных производителей, что подразумевает полную прозрачность цепочки создания стоимости. Клиент должен быть уверен, что материал, из которого изготовлена его деталь, прошел входной контроль, а процесс обработки велся в соответствии с утвержденными технологическими картами. Такая предсказуемость является фундаментом долгосрочного партнерства, особенно в условиях нестабильности мировых логистических цепочек.
Часто задаваемые вопросы
1. Можно ли полностью заменить механическую обработку 3D-печатью в будущем?
Нет, полная замена невозможна. Эти технологии будут развиваться параллельно, занимая свои ниши. 3D-печать идеальна для прототипирования, создания сложнейших внутренних структур и мелкосерийного производства уникальных деталей. Однако для массового выпуска деталей с высокой точностью, отличной чистотой поверхности и гарантированными механическими свойствами механическая обработка останется безальтернативной. Законы физики металла не изменятся: монолит всегда прочнее склеенных слоев.
2. Какая технология дешевле для партии из 50 деталей?
Для партии в 50 штук механическая обработка металла чпу практически всегда выгоднее. Затраты на программирование и настройку станка распределяются на всю партию, а время цикла на одну деталь при серийном производстве минимально. 3D-печать такой партии займет слишком много времени машинного цикла, а стоимость порошка и электроэнергии сделает конечную цену неприемлемо высокой. Исключение составляют только детали такой сложной геометрии, которые физически невозможно изготовить фрезой.
3. Насколько важна постобработка для деталей, напечатанных на 3D-принтере?
Постобработка критически важна и часто обязательна. Детали после печати имеют шероховатую поверхность и внутренние напряжения. Без термообработки они могут деформироваться со временем, а без механической финишной обработки (фрезеровки, шлифовки) их невозможно использовать в точных узлах. Фактически, вы все равно приходите к необходимости использования ЧПУ, но добавляете к этому этапу дорогостоящий и долгий этап печати.
4. Какие материалы лучше подходят для механической обработки в СВЧ-приложениях?
Наиболее востребованы алюминиевые сплавы (серии 6061, 7075) благодаря легкости и хорошей обрабатываемости, а также медь и её сплавы (латунь, бронза) для элементов с высокой электропроводностью. Нержавеющие стали используются для корпусов, работающих в агрессивных средах. Компания успешно работает со всеми этими группами материалов, обеспечивая требуемые параметры шероховатости и точности для радиочастотных применений.
5. Как быстро можно получить первую партию деталей?
Сроки зависят от сложности чертежа и загрузки производства, но благодаря гибкому планированию и наличию собственного парка станков, компания способна оперативно адаптироваться к срочным заказам. Для стандартных деталей сроки могут составлять от нескольких дней до двух недель. Наличие квалифицированных кадров и отлаженных процессов в Дунгуан ИИ Долине позволяет минимизировать время на подготовку производства.
Заключение: выбор в пользу проверенной надежности
Подводя итог сравнению, можно с уверенностью сказать: аддитивные технологии — это мощный инструмент для решения специфических задач, связанных со сложностью формы и скоростью прототипирования. Однако когда речь заходит о серийном производстве надежных, точных и долговечных компонентов для ответственных систем связи и СВЧ-техники, механическая обработка металла чпу не имеет равных. Она обеспечивает ту стабильность и предсказуемость, которые необходимы инженерам для создания продуктов, работающих безотказно годами.
Выбирая поставщика, ориентируйтесь не только на наличие модного оборудования, но и на глубину экспертизы в области традиционной обработки металлов. ООО «Сычуань Хэсиньтяньхан Электронные Технологии» предлагает именно такой баланс: современные технологии ЧПУ, помноженные на глубокое понимание специфики радиочастотной электроники. Мы готовы взять на себя полный цикл производства — от анализа чертежа до поставки сертифицированной продукции, гарантируя соблюдение всех технических требований.
Если вы ищете надежного партнера для производства прецизионных электронных компонентов и готовы обсудить детали вашего проекта, свяжитесь с нами сегодня. Наша команда инженеров проведет аудит вашей конструкторской документации и предложит оптимальное технологическое решение, которое сэкономит ваш бюджет и время. Заказать механическую обработку деталей ЧПУ — это шаг к повышению качества вашей конечной продукции.